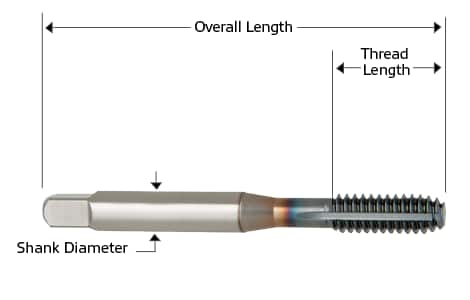
Roll Form Tap Speeds And Feeds

Screw Thread Chart Continued 4 Tool Company Machinist Machine Shop

Mig Welding Wire Speed And Voltage Chart Welding Wire Mig Welding Wire Mig Welding

Screw Thread Chart 1 Tool Company Machine Shop Machinist

Screw Thread Terminology Mechanics Educational Materials Mechanic Word Find Bolt

Cnc Machining Formulas And Calculators Cnc Machine Cnc Machine Shop Projects
Https Www Yamawa Eu Wp Content Uploads 2017 10 Roll Taps 2017 Web Pdf

Tapping speed can be calculated using.
Roll form tap speeds and feeds.

Using The Metalwork Lathe Turning Down Taper Turning Drilling Knurling And Threading Using Taps And Dies Metalmecanica Disenos De Unas Torno

Ductformer S Cr14 Tdfc Specs Air Duct Installation
Thread Forming Taps Technical Information Msc Industrial Supply Co
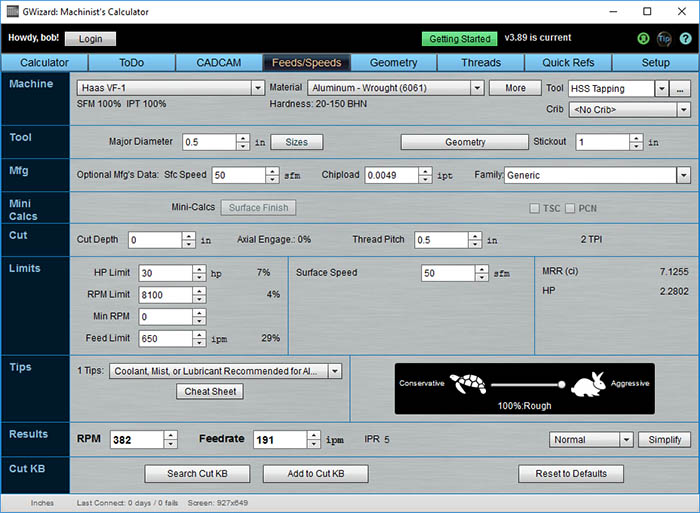
Tap Speed And Feed Calculator

Feeds Speeds For Taps Norseman Drill And Tool

Timmy S Number Tracing 0 99 Help Timmy The Lamb And His Friends Form A Number From 1 10 Then Watch A Fun Timmy Time Vid Helping Kids Aardman Animations App

Drilling Speeds And Feeds Tables Greene Tool Systems Inc


Ruoff Notcher Automatic Power Notcher In 2020 English Wheel Machine Photo Metal Forming

Common Formulas For Tapping Guhring

Ro Feed Water Filter Purifier Adapter 1 2 To 3 8 Ball Valve Faucet Tap Safe Copper Nickel Plating Affiliate Water Filter Water Purifier Filters

Simple 10k Running Plan For The Moderate Beginner Running Spinning Running Plan 10k Running Plan Getting Back Into Running

Haven Model 895 Trim Machine Youtube Machine Trim Roller

Case Study Blood Donation Complete Screen Blood Donation User Interface Design And Iphone Ui

How To Download And Save Someone Else S Instagram Video Instagram Live Instagram Instagram Video

933977 336412926497363 1481298994 N Butterfly Birthday Cakes Butterfly Cakes Birthday Cake Kids

Change Detectives Chemical Sciences Year 6 Primary Science This Was The First Lesson Of A Primary Connectio Chemical Science Primary Science Science Units

Speedway Starbucks Store Introduces The Clover Best Starbucks Coffee Starbucks Coffee Coffee Aroma
3

Sharing Ideas And Plans With Friends Colleagues Or Family Is Easy Using Pinterest Simply Invite Them To Video Cooking Recipes Pork Chop Recipes Apple Cake Recipes

Pin On Jewelry

Tapfit With Tania Beginning Tap Tutorial Tap Dance Dance Workout Dance

Expo Rail Train Journey Places To Visit Expo

Pin On Healthy Me Time
Source : pinterest.com
